The most common brazing processes include torch, induction, resistance and furnace brazing. In furnace brazing, filler metal in the form of pre-forms or paste is placed onto an assembly to be joined. This type of brazing includes either a protective atmosphere or the evacuation of the surrounding atmosphere-called vacuum brazing.

Part 1: Basics of Vacuum Brazing
One of the most common methods of brazing used in commercial applications is open-air torch brazing with a mineral-type flux. The mineral flux prevents, dissolves, and facilitates the removal of oxides from the surface of the base metals to be joined.
An advantage of furnace brazing is no need for mineral flux-in either protective atmosphere or vacuum brazing. A vacuum brazing atmosphere uses a controlled brazing atmosphere to facilitate removal of oxides and prevent the formation of additional oxides on the base metal surfaces. The furnace chamber is evacuated of any residual atmospheric gasses, including those produced during the brazing process. This removes the gasses or vapors that might react with the base metals being brazed and form an oxide layer on their surface.
Figure 1: A front-loading cold wall vacuum furnace used for testing purposes in the Technical Services Department at Lucas-Milhaupt.
Also, the absence of flux in vacuum brazing significantly reduces porosity in the braze joint due to flux entrapment, leading to a higher quality braze joint. Never use flux in vacuum brazing; this would contaminate the inner surfaces of the vacuum chamber as well as the heating elements inside the furnace.
Consider two important factors when choosing to vacuum braze:
- Oxide tenacity of the base materials
- Vapor pressure of the elements that are alloying constituents of the braze filler metal and base metals
Oxide tenacity is the degree of difficulty by which a metal oxide is reduced from the surface of a metal. Figure 2 illustrates the ideal atmospheric conditions to reduce some common oxides found in materials joined by vacuum brazing.
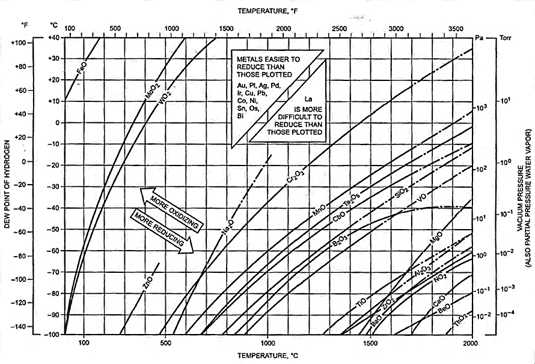 Figure 2: Metal-metal oxide equilibria in pure hydrogen and vacuum atmospheres. Source: Based on Bredzs, N., and C. C. Tennenhouse, 1970, Metal-metal oxide equilibria in pure hydrogen atmosphere, Welding Journal 49(5): 189-s-193-s.
Figure 2: Metal-metal oxide equilibria in pure hydrogen and vacuum atmospheres. Source: Based on Bredzs, N., and C. C. Tennenhouse, 1970, Metal-metal oxide equilibria in pure hydrogen atmosphere, Welding Journal 49(5): 189-s-193-s.
To achieve proper conditions for the braze filler metal to wet the surface of the base material and join the assembly, the furnace atmosphere must be below and to the right of the published curves of the metal oxides in the chart. The conditions met below and to the right of the curve represent a reducing atmosphere, one that dissociates and reduces (or removes) the metal oxides on the surface of the base materials which prevent the braze filler metal from wetting the surfaces being joined.
When selecting a braze filler metal for vacuum furnace brazing, be aware of the vapor pressure of the elements that make up the braze filler metal and base metal. Some common elements used in braze filler metals are silver, copper and palladium.
All elements have a vapor pressure-the pressure and temperature at which the element vaporize, or turn into a gas. These element vapors then condense on the colder surfaces of the vacuum chamber, leading to contamination of the furnace heating components. This can also lead to contamination of the next set of parts to be brazed in the vacuum furnace. Figure 3 illustrates the vapor pressure and temperature of several elements.
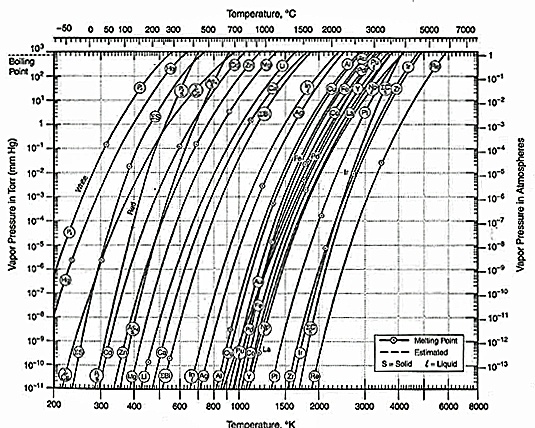 Figure 3: Vapor pressure/temperature chart for several elemental metals. Source: (RCA Review, by R. Honig and D. Kramer, 1969. Reprinted with permission, p.285.)
Figure 3: Vapor pressure/temperature chart for several elemental metals. Source: (RCA Review, by R. Honig and D. Kramer, 1969. Reprinted with permission, p.285.)
Since silver has a vapor pressure of 10-4 mm Hg (or Torr) at 1558°F, adjust the vacuum pressure of the furnace to a higher pressure (closer to atmospheric pressure of 760 mm Hg) so it does not vaporize during brazing.
To prevent vaporization, perform partial pressure brazing. In this process, inert gasses such as nitrogen and argon are introduced into the vacuum environment, raising the pressure of the vacuum higher than the vapor pressure of the elements that make up the braze alloy. These gasses are used to ‘backfill' the vacuum atmosphere because they do not chemically combine with the base materials.
Part 2: Brazing Filler Metals for Vacuum Brazing or Vacuum Service
When selecting a brazing alloy for vacuum brazing, be aware of the vapor pressure of the elements that make up the braze filler metal. Ensure that the braze filler metal does not contain any high vapor pressure elements-those that easily vaporize even in the weakest vacuum atmosphere, such as 10-2 Torr. The most common high vapor pressure elements found in brazing filler metals include zinc, cadmium and lead.
The American Welding Society defines two common brazing filler metals for vacuum service conditions by these titles:
- BVAg, or Braze Vacuum Silver, for silver-based filler metals
- BVAu or Braze Vacuum Gold, for gold-based filler metals
BVAg brazing filler metals have tighter elemental residual chemistries than the BAg braze filler metals. This means that elements with high vapor pressures-such as zinc, cadmium and lead-are limited to very low percentages (0.001% - 0.005% maximum allowable percentages). The tighter control on high vapor pressure elements allows them to be vacuum brazed or used in an environment in which the final braze assembly is subject to a vacuum-like atmosphere.
Other brazing filler metals that do not contain high vapor pressure elements-or have low residual chemistry percentages-can be partial pressure or vacuum brazed. These braze filler metals include a few nickel brazing alloys (AWS BNi filler metals) and copper brazing alloys (AWS BCu filler metals).
CONCLUSION:
In vacuum brazing and partial pressure atmosphere brazing, determine the atmospheric conditions needed to reduce oxides on metals being joined in your braze assembly. Choose a braze filler metal that is compatible with vacuum or partial pressure brazing and compatible for end-use vacuum service of the braze assembly.
For further information on vacuum brazing, please contact the Lucas-Milhaupt Technical Services Department. Our experts can provide recommendations on the proper furnace atmosphere and braze alloys for your specific application.
Questions? We are pleased to provide expert information for Global Brazing Solutions® through our blogs and instructional videos. Feel free to share this posting with associates, and save our blog site to your Favorites.
Contact us for further assistance. For detailed questions regarding specific applications, call the Lucas-Milhaupt Technical Services Department at 800.558.3856.
References
American Welding Society Brazing Handbook, Fifth Edition.
For more information regarding specifications on furnace brazing, the American Welding Society (AWS) provides a standard AWS C3.6, Specification for Furnace Brazing.
For further listings of American Welding Society Vacuum Service Filler metals and the detailed chemistry of these braze filler metals, please see the American Welding Society standard AWS A5.8/A5.8M Specification for Filler Metals for Brazing and Braze Welding.
Disclaimer: Lucas-Milhaupt, Inc. believes the information contained herein to be reliable. However, Lucas-Milhaupt gives the technical information without charge, and the user shall use such information at its own discretion and risk.
