Benefits of Sil-Fos®
Sil-Fos® alloys have become popular in the HVAC/R and plumbing industries because of these benefits:
- Ability to join copper to copper without flux, saving time

- Streamlined brazing operation, saving time
- Ability to fill a wide range of joint clearances
- Ease of operator use, with improved consistency
- Improved joint quality and reduced field failures
In brazing, after the base metals are cleaned of oil and dirt, a flux is needed to remove oxides from the surface and allow wetting of the braze alloy. The alloy must wet each base metal surface in order for it to capillary into the braze joint. When joining copper to copper with Sil-Fos alloys, no flux is necessary; the phosphorous in the Sil-Fos family of products reacts with the copper oxides to form phosphorous pentoxide and cleans the surface.
Sil-Fos® Options & Applications
Lucas-Milhaupt offers a variety of Sil-Fos alloys. Each alloy is a combination of the same three elements: silver (Ag), copper (Cu), and phosphorous (P). The number after each alloy refers to the percentage of silver, and an "M" after that number denotes the lower-phosphorous-content version of that Sil-Fos.
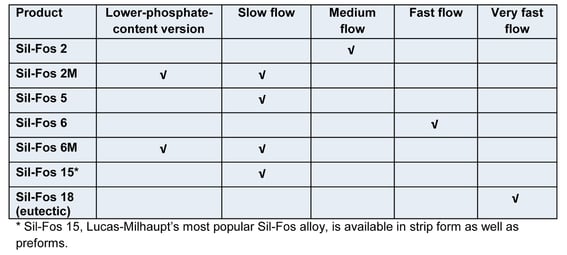
Typically, the percentage of phosphorous in the braze alloy denotes brittleness. For example, Sil-Fos 15 has the lowest percentage of phosphorous in its chemistry, at 5%, making it the most ductile product in the Sil-Fos family. Strip and many custom preforms-such as washers and unique patterns-can be made from this highly ductile alloy.
Sil-Fos 18 has the highest silver content in the Sil-Fos family, but it has the lowest melting point. It is a eutectic alloy-having the same solidus and liquidus temperatures. This composition allows it to flow more quickly and deeply into tight joints than other Sil-Fos products. The lower melting temperature is convenient for applications where other components of the assembly could be damaged by higher temperature brazing. There is also no fear of liquation occurring with the Sil-Fos 18 alloy.
The other Sil-Fos alloys are lower in silver content. They can braze a wide variety of copper joint clearances, but they are typically not as ductile as the Sil-Fos 15 alloy. The Sil-Fos 5 alloy is a close second to the Sil-Fos 15 in ductility and has been used successfully in many of the same applications.
Flow Characteristics
Sil-Fos is not a 100% eutectic filler metal and will liquate on slow heating. However, a very large proportion of the filler metal becomes liquid between 1190°F (643°C) - 1220°F (660°C), a temperature range well below the actual liquidus. This filler metal is preferably used at temperatures around 1300°F (704°C). It can be preplaced inside joints-as in furnace brazing-or it can be hand-fed into pre-heated joints.
Sil-Fos alloys offer the advantages of a lower effective flow point, more ductility, and better fatigue properties more than copper-phosphorus alloys without silver such as the Fos-Flo family of filler metals. The ductility of Sil-Fos facilitates production of preforms and also results in more ductile joints.
Silver-copper-phosphorous filler metals containing 5-6% silver and 6% or more phosphorous are being used extensively in the brazing industry. Sil-Fos 5 is representative of this class of filler metal. Increasingly, the phosphorous content permits the use of less silver without appreciably changing the flow characteristics. However, because there is a sacrifice in ductility, the low-silver filler metals are not available in all the sizes and shapes possible with Sil-Fos.
Materials
Sil-Fos is used extensively without flux on copper and copper alloys and is sometimes used on molybdenum and high-molybdenum alloys, even without a controlled atmosphere.
Flux is required when joining copper to brass, because the zinc oxide is too tenacious to be removed by the phosphorus in the Sil-Fos alloy.
Lucas-Milhaupt recommends not using Sil-Fos on steel, and using caution when joining nickel-bearing alloys. This is because the phosphorous in Sil-Fos will form brittle intermetallics-ironphosphides and nickelphosphides-with iron and nickel.
Resources
For more information on brazing filler metals in the copper-phosphorus classification, see the American Welding Society (AWS) Brazing Handbook, Chapter 3, page 91.
Click to view product details on Lucas-Milhaupt silver/copper/phosphorus alloys. Also, see the T-2 Brazing Technical Bulletin for detailed and theoretical information. Watch the brief Lucas-Milhaupt video showing the process of brazing copper to copper using Sil-Fos alloys.
Conclusion
Sil-Fos alloys are commonly used in the HVAC/R and plumbing industries because of their ability to join copper to copper without the use of flux. These alloys will help produce consistent, quality joints while saving on materials plus reducing time and process costs.
Please contact Lucas-Milhaupt with your questions or brazing challenges.
