Brazing uses the principle of capillary action to distribute molten filler metal between the surfaces of base metals being joined. Therefore, during the brazing operation, take care to maintain a proper clearance between the base metals to allow capillary action to work effectively. In most cases, this means a tight clearance.
Tensile Strength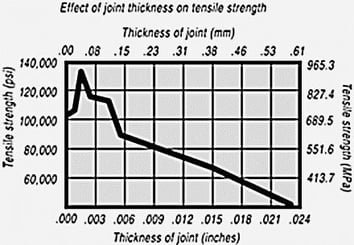 Figure 1 depicts the effect of joint thickness on tensile strength. We brazed butt joints of stainless steel using Lucas-Milhaupt Easy-Flo® filler metal with torch heating and a mineral-type paste flux (Handy® Flux). See how the tensile strength of the brazed joint varies with the amount of clearance between the parts being joined.
Figure 1 depicts the effect of joint thickness on tensile strength. We brazed butt joints of stainless steel using Lucas-Milhaupt Easy-Flo® filler metal with torch heating and a mineral-type paste flux (Handy® Flux). See how the tensile strength of the brazed joint varies with the amount of clearance between the parts being joined.
Fig. 1 Joint clearance for brazing filler materials.
Note that the strongest joint (135,000 psi/930.8 MPa) occurs when the joint clearance is 0.0015" (0.038mm). When the clearance is narrower during mineral flux brazing, it is more difficult for the flux to flow through the joint. This in turn inhibits the capillary action and reduces the strength of the braze alloy
Filler Materials and Heating Methods
The ideal clearance range for most materials brazed with paste/powder flux is 0.002-0.005" (0.051-0.127mm). Remember that ideal clearances differ for various filler materials and heating methods. See appropriate clearances for American Welding Society (AWS) classified brazing filler materials in Table 1.
|
Filler Material (AWS Group) |
Lucas Milhaupt Product |
Ideal Clearance |
|
BAlSi |
0.000-0.002" (0.000-0.051mm) for furnace brazing in a vacuum atmosphere and clad brazing sheet in a salt bath 0.002-0.008" (0.051-0.203mm) for lap length less than 0.250" (6.35mm) 0.008-0.010" (0.203-0.254mm) for lap length greater than 0.250" (6.35mm) |
|
|
BCuP |
0.001-0.005" (0.025-0.127mm) no flux and for flux brazing of joint length less than 1" (25.4mm) 0.007-0.015" (0.178-0.381mm) no flux and for flux brazing of joint length more than 1" (25.4mm) |
|
|
BCu |
0.000-0.002" (0.000-0.051mm) atmosphere brazing |
|
|
BAg |
0.002-0.005" (0.051-0.127mm) flux brazing 0.000-0.002" (0.000-0.051mm) atmosphere brazing |
|
|
BAu |
0.002-0.005" (0.051-0.127mm) flux brazing 0.000-0.002" (0.000-0.051mm) atmosphere brazing |
For filler materials to be brazed using vacuum brazing or atmosphere brazing in the absence of mineral flux, the clearance may be less than 0.002" (0.051mm). Figure 2 (below) depicts the effect of joint clearance on shear strength of a low-carbon steel joint assembled with silver-based brazing filler metal.
This chart depicts joint strength continuously increasing for ‘Gas Phase Flux' (protective atmosphere brazing) as joint clearance decreases. However, the graph also depicts joints assembled with the use of mineral paste flux decrease in strength as joint clearance falls below (smaller than) the recommended clearance of 0.002-0.005" (0.051-0.127mm), similar to Figure 1.
As previously stated, capillary action operates over a range of clearances, so there is some leeway, 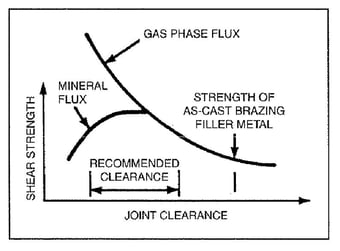 depending on the filler material used. For example, Table 1 lists aluminum filler materials (BAlSi) with ideal clearance greater than 0.005" (0.127mm) for lap lengths longer than 0.250" (6.35mm). There is a rapid interaction between BAlSi filler materials to Al base materials due to their close melting temperatures. With this rapid interaction, it is ideal to increase the clearance to avoid excessive base metal erosion during the brazing process.
depending on the filler material used. For example, Table 1 lists aluminum filler materials (BAlSi) with ideal clearance greater than 0.005" (0.127mm) for lap lengths longer than 0.250" (6.35mm). There is a rapid interaction between BAlSi filler materials to Al base materials due to their close melting temperatures. With this rapid interaction, it is ideal to increase the clearance to avoid excessive base metal erosion during the brazing process.
Fig. 2 Effect of joint clearance on the shear strength of the joint.
Also, for the use of BCuP (Sil-Fos®) materials, joint clearance can be less than 0.002" (0.051mm) in open air copper brazing. This is due to the ability of phosphorus in the Sil-Fos to react with oxides on the copper base material, which then allows the filler material to wet and adhere to the copper metal. This permits the brazing of copper without the use of a mineral paste flux and in turn allows a tighter clearance for the brazing operation.
CONCLUSION:
Proper joint clearance is essential for capillary action to take place, and thus critical to the integrity of braze joints. In addition to joint clearance, quality brazed joint are dependent upon numerous factors, including base metal properties, joint design and metallurgical interaction between the base metal and the filler metal.
For more information on other factors that affect capillary action, please refer to our Capillary Action in Brazing blog (September 28, 2014).
Questions? Contact us for further assistance. For detailed questions regarding specific applications, please call the Lucas-Milhaupt Technical Department at 800.558.3856.
We are pleased to providing expert information for Global Brazing Solutions®. Feel free to share this posting with associates, and save our blog site to your Favorites for easy reference!
