Brazing Methods
Brazing methods range from torch brazing in open air to vacuum furnace brazing. Torch and induction brazing are the most common, using an Ag-Cu-Zn alloy to form joints. Oxides form on surfaces of base metals in open air, prohibiting the filler metal from wetting the assembly properly. Flux, applied before brazing, prevents oxidation from occurring and dissolves the oxides present on the base metal surfaces. Flux also allows the braze alloy to wet the base metal and flow into the joint interface. Fluxes come in forms including pastes, slurries, liquids, and powders. Typically, these require a separate application when brazing with solid wire. Manual fluxing increases cycle time and introduces a variable which can affect joint consistency and quality, increase post-braze clean-up time, and pose safety concerns.

What is Handy One®?
Handy One® flux-cored products offer flux inside a braze alloy wire, so no external flux application is required. This condenses the two steps of applying flux and alloy into one step, with the product being either applied during heating or placed in the joint region prior to brazing. Use of Handy One® helps limit inconsistencies in flux application, reduce brazing process times and safety/environmental concerns, plus improve braze joint quality.
Figure 1 shows the states of brazing with Handy One®. After a flux-cored braze ring is placed on the assembly (1), heat is applied and the flux inside the wire becomes molten, flowing out of the wire into the joint interface (2). The flux that flows into the joint interface prevents and removes oxide formation during heating, allowing the molten braze alloy to wet the base material and capillary into the joint (3). Capillary attraction pulls the alloy through the joint, forcing the flux out of the joint interface, and completes the braze (4).
Handy One® is available with several filler metal options. Click here to determine the correct product for your operation.
Flux Usage
Handy One®'s consistent flux application reduces process waste and improves joint quality. Lucas-Milhaupt has conducted tests to analyze how much flux is applied using solid wire vs. flux-cored wire, and the amount of waste produced in each form.
Following is a summary of test procedures and results, with compilations in Table 1. See BTB No 13: Improvement of Joint Quality and Reduction of Flux Usage with Ag Based Handy One® Products for more details.
Test: A series of 304 L stainless steel coupons were torch-brazed. The first set followed a two-step process, using solid Braze 505 wire and manually applied Handy Flux. The second set was brazed with a one-step process using Handy One® Braze 505 flux-cored wire. Technicians then conducted tests and measurements to determine the following comparisons.
Flux application: The amount of alloy applied for both sets was consistent, but the amount of flux varied greatly. The average weight of externally applied flux was 0.150 grams, while the average weight of flux applied with flux-cored product was only 0.073 gram, a 51% reduction in flux usage.
Flux consistency: The amount of flux varied for externally applied flux, from 0.196 gram to 0.100 grams. This difference can significantly affect the consistency of the brazing/heating process and the overall quality of the resulting braze joint. The amount of flux applied with the one-step, flux-cored process varied only from 0.074 to 0.071 grams. This translated into a much more consistent brazing process and braze joint.
Flux loss: After brazing, each assembly was analyzed for loss of flux. The flux-cored alloy presented 84.3% less weight loss during heating. This means less fume exposure to the environment and operator.
Flux residue: Samples were cleaned and weighed to analyze flux residue. There was significantly less flux residue with flux-cored wire versus solid wire plus external flux. This directly impacts the amount of cleaning required after brazing.
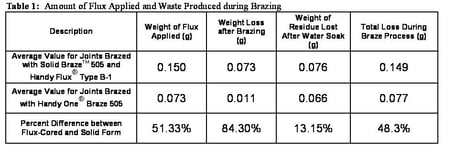
Impact: Flux-cored alloys reduced the total amount of losses during brazing by 48%. In a manufacturing setting, this means a significant decrease in waste removal and consumable cost.
Extrapolating this information, we can estimate that a manufacturer using 10,000 flux-cored rings per week could reduce flux use by 40 kg in one year. An operation using 100,000 rings per week could reduce flux use by 400 kg per year. Could your operation benefit from similar savings?
Joint Quality
Flux-cored Handy One® produces braze joints with more consistent quality and fewer flux voids. This translates to a reduction of assembly leaks and failures-a great benefit to manufacturers currently experiencing significant failure rates.
Case Study: A compressor manufacturer torch brazing a tube-to-shell assembly with hand-fed Braze 505 and a boron-modified flux was experiencing two failures related to brazing: a leak in the tube-to-shell joints, and excess alloy flowing into the internal components of the assembly.
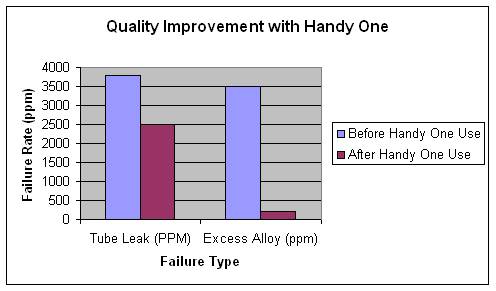
Figure 2. Quality Improvement with Handy One®
Figure 2 illustrates how the use of Handy One® 505 reduced the frequency of failure over 30% by reducing the amount of flux voids and limiting the path for leaks. Failures due to excessive alloy were reduced by more than 90%, decreasing the need for repairs while reducing the amount of alloy/flux consumed.
Conclusion
For manufacturers utilizing torch and induction heating, Handy One® products can help improve consistency and quality in joining, while limiting the brazing consumable used. Because Handy One® delivers a consistent amount of flux to assemblies being brazed, strong joints are created, the use of flux is limited, and less waste is produced. This all translates to higher quality parts, a more efficient manufacturing process, plus reduced costs.
Questions? Lucas-Milhaupt's experts can help you navigate the challenges of joining metals. For further information on Handy One® products and brazing procedures, please visit our Handy One page or contact us.
