There are six fundamentals of brazing that every brazer should follow to ensure consistent and repeatable joint quality, strength, hermeticity, and reliability. We went over the first three in our previous blog post; here are the last three in detail:
4. Assemble for Brazing with Proper Fixturing
Once your parts are cleaned and fluxed, hold them in position for brazing. Be certain they remain in proper alignment during the heating and cooling cycles so that capillary action can do its work. If the shape and weight of the parts allow, the easiest way to hold them together is by gravity.
You can facilitate gravity by adding extra weight, as long as you don't add too much. If you add too much weight, your clearances may not be supported, and the brazing filler metal may be pushed out of the joint area. Keep in mind that adding weight to the parts increases their mass, and that will increase the time necessary to raise the parts to the brazing temperature.
5. Properly Heat to Braze the Assembly
The actual brazing entails heating the assembly to brazing temperature and flowing the filler metal through the joint. Be certain when you're heating an assembly to brazing temperature that you don't heat it to the base materials' melting point.
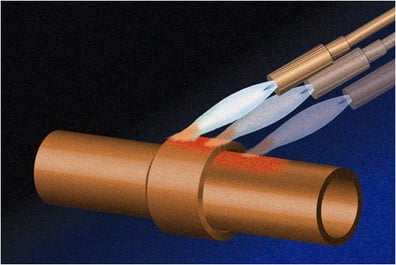
First, the heating process: In brazing, direct heat largely to the base metals. If you're brazing a small assembly, 1.0 inches in diameter or less, you may heat the whole assembly to the flow point of the brazing filler metal. If you're brazing a large assembly, it may be necessary to heat the assembly with multiple torches to get the part up to brazing temperature uniformly. A hand-held torch most frequently is used to braze a single assembly. An assortment of fuels-natural gas, acetylene, propane, propylene-can be combusted with either oxygen or air. Torch tips should also be chosen to provide enough heat for the size of the part. Remember that both metals in the assembly should be heated as uniformly as possible so they get to brazing temperature at the same time. Keep the torch moving at all times, and do not heat the braze filler metal directly.
To avoid uneven heating, watch the flux. If its appearance changes evenly, the parts are being uniformly heated.
Once you've heated the assembly to brazing temperature, you're ready to add the filler metal. In manual brazing, cautiously hold the rod or wire against the joint area. The heated assembly will melt off a portion of the filler metal, which will be drawn immediately by capillary action all the way through the entire joint area. You may want to add some flux to the end of the filler metal rod-about 2 to 3 inches-to protect the filler metal. You can add flux either by brushing it on or dipping the rod in flux. On larger parts that need longer heating time, or if the flux has become saturated with oxide, adding fresh flux on the filler metal will help improve the flow and penetration of the filler metal into the joint area.
Be cautious: Molten brazing filler metal tends to flow toward areas of higher temperature. In the heated assembly, the outer base metal surfaces may be somewhat hotter than the interior joint surfaces. Take care to deposit the filler metal directly adjacent the joint. If you deposit it away from the joint, it will tend to plate over the hot surfaces instead of flowing into the joint. It's also best to heat the side of the assembly opposite the point where you are supplying the filler metal. The filler metal will have a tendency to follow where the heat is most intense.
6. Cleaning the Brazed Joint
After you braze the assembly, clean it. Since most brazing fluxes are corrosive, cleaning is crucial. Cleaning usually is a two-step operation:
1. Remove the flux residues.
2. Remove any oxide scale formed during the brazing process by pickling.
Because the majority of brazing fluxes are water-soluble, you can remove residues by quenching the assembly in hot water (120 degrees F (50 degrees C) or hotter). Submerge the assembly while it's still hot, but make sure that the filler metal has solidified entirely before quenching. The glasslike flux residues usually will crack and flake off. If after soaking in hot water the flux residue is still adhered to the part, brush them lightly with a wire brush to assist in removing stubborn flux.
You may have difficulty removing flux if you haven't used enough to start with, or if you overheated the parts during brazing. This spent flux has become completely saturated with oxides. In this case, the flux removal will be assisted by using a mild acid solution and/or mechanical cleaning.
After you've removed the flux, any oxides that linger on areas that were unprotected by flux during the brazing process may be removed by mechanical cleaning and/or pickling in typically an acid solution.
Questions? Contact us with any questions regarding the fundamentals or for assistance with your brazing needs.
