Ten Tips for Designing Braze Joints
Are you looking for high strength, corrosion resistance, electrical conductivity,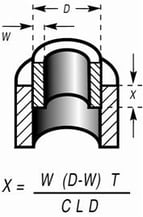 ductility, hermeticity, good color match, or low-temperature metal joining?
ductility, hermeticity, good color match, or low-temperature metal joining?
These requirements should be considered carefully, because different joint designs and filler metals will dramatically affect the performance of your assembly.
Here are some general recommendations and rules when designing a joint for brazing:
- Basic braze joints are the butt and the lap. A butt joint is simple to prepare, but has limited tensile strength. A lap joint increases the bonding area and changes the stresses from tensile to shear forces to produce a strengthened joint. However, actual results will depend upon the length of the overlap.
- Joint strength is the product of joint length. Properly designed, the strength of the braze joint can equal or exceed that of the base metal. Generally, a lap area should be at least three times as long as the thickness of the thinner joint member. This rule changes with higher-strength materials.
- The strongest joints have joint clearances of 0.001-0.005 in. (0.0254-0.127 mm) or typically just a slip fit between parts. Know and maintain your joint clearances.
- The coefficient of thermal expansion is important when brazing dissimilar metals. Depending on the materials being joined, allow a greater or smaller room temperature clearance so that, at brazing temperature, the clearance is suitable for the filler metal being used.
- Consider service conditions in joint design and alloy selection. These include: pressure tightness, electrical conductivity, strength, corrosion resistance, service temperature and media contact (e.g. ammonia or salt water). Proper design and filler metal selection ensure joint integrity.
- For corrosion resistance, select a filler metal containing silver, gold, nickel or palladium elements.
- Design joints to self-vent. This eliminates flux entrapment and allows expanding air and gases to escape. Joints should also be free of sharp corners and blind holes that can trap flux.
- Design the joint to prevent concentration of stress from weakening the joint. Where the greatest stress falls, impart flexibility to the heavier member or add strength to the weaker member.
- For highest-strength joints, use a lap or scarf design to increase joint area. These designs will prevent stress from being concentrated at a single point.
- Flow rates for filler metals range from very sluggish to extremely fluid. Consider flow rate when choosing a filler metal for larger fillets, to fill a long overlap or for tight or loose joint clearances. Choose the filler metal according to:
- Service conditions - strength, corrosion and resistance
- Brazing method - torch, furnace or vacuum
- Joint design tolerances - tight or loose fit-tips
achieve successful, robust joints in assemblies
For deeper insights and visual examples, visit the Lucas-Milhaupt Knowledge Base webpage featuring Joint Design. Since proper joint design is the path to efficient fixturing, you may also wish to review a previous blog posting on Fixturing Tips.
As always, please feel welcome to share this link with associates. As an industry leader in brazing, Lucas-Milhaupt is committed to helping you achieve Better Brazing. Contact us for assistance or more information.
