Join us as our technical team outlines the main elements used in brazing filler metals, along with the most important features of each element. The more you understand about these elements, the better equipped you are to choose and use the correct products for your brazing operation.
These are the commonly used alloying metals with their main characteristics:
Silver (Ag) - melting point 1761°F/961°C
• Noble metal
• Excellent electrical and thermal conductivity
• Excellent joint penetration
• Ductile metal
Copper (Cu) - melting point 1981°F/1083°C
• Lower cost than Ag
• Excellent electrical and thermal conductivity
• Excellent joint penetration
• Ductile metal
• Alloys/wets Fe
Copper forms alloys with iron, cobalt, and nickel much more readily than silver. Also, copper wets many of these metals and their alloys satisfactorily, whereas silver does not. It follows that the wettability of silver-copper filler metals - with respect to steel, stainless steel, nickel-chromium alloys - decreases as the silver content increases.
Zinc (Zn) - melting point 787°F/419°C
• Lowers melting temperatures of Cu and Ag alloys
• Improves wetting
• High vapor pressure
• Brittle metal
Of the elements commonly used to lower the melting and flow temperatures of copper-silver filler metals, zinc is the most helpful wetting agent in joining alloys composed of iron, cobalt or nickel.
Cadmium (Cd) - melting point 610°F/321°C
• Lowers melting temperature
• Improves wetting
• High vapor pressure
• Better corrosion resistance than Zn
• Carcinogenic – cancer causing
Note: Cadmium fumes are toxic, and as a result, these materials should only be used in well-ventilated areas.
Phosphorus (P) - melting point 111°F/44°C
• Chemically active (keeps Cu free from oxide)
• Lowers melting temperatures
• Brittle element
This filler metal is used extensively on copper and copper alloys and sometimes on molybdenum and high molybdenum alloys. We do not recommend it for steel or nickel, as brittle phosphides form. You can use Sil-Fos without flux on copper, even without a controlled atmosphere. A portion of the phosphorous oxidizes and reduces copper oxides, and the P2O5 formed acts as a flux to dissolve copper oxide, so the filler metal is self-fluxing.
Nickel (Ni) - melting point 2651°F/1455°C
• Adds strength and toughness to Ag alloys
• Improves wetting
• Greater corrosion resistance
Nickel, manganese and (infrequently) cobalt serve as wetting agents in brazing filler metals for joining stellites, cemented carbides and other molybdenum- or tungsten-rich refractory alloys. We particularly recommend filler metals containing a small amount of nickel when joints in stainless steel will be exposed to salt-water corrosion.
Note: When you are brazing stainless steels and other alloys that form refractory oxides in reducing or inert atmospheres without flux, silver brazing filler metals containing lithium as the wetting agent are quite effective.
Manganese (Mn) - melting point 2273°F/1245°C
• Improves wetting and bonding on nickel-chromium alloys and carbides
• High strength at elevated temperatures
Tin (Sn) - melting point 440°F/227°C
• Lowers melting temperature
• Increases fluidity
• Good wetting and joint penetration
• Increases brittleness
Use indium or tin in silver brazing filler metals in place of zinc or cadmium for atmospheric or vacuum furnaces, or when you will subsequently use the assemblies under high vacuum at intermediate temperatures. Adding indium or tin has practically the same effects on the brazing characteristics of the filler metals, although the indium filler metals have greater ductility. Note that filler metals containing zinc wet ferrous metals more effectively than those containing tin; where zinc is tolerable, it is preferred to tin.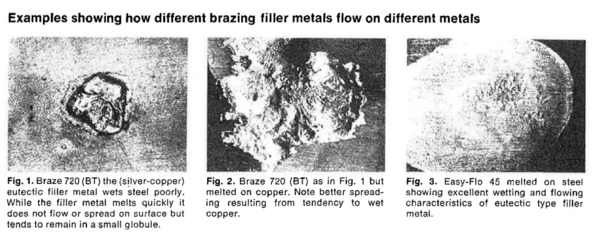
Ductility of Filler Metals vs. Low-Flow-Point Temperatures
As zinc and cadmium contents increase beyond 40% in total, ductility declines. This puts a practical limit on how much you can lower the flow points of silver brazing filler metals with zinc and cadmium additions. Our research laboratories have thoroughly explored the complexities of the silver, copper, zinc, cadmium system; for each silver content, we have adjusted our compositions to obtain the minimum flow points consistent with safe ductility.
We have outlined the main elements used in brazing filler metals, along with the most important features of each element. The more you understand about these elements, the better equipped you are to choose and use the correct products for your brazing operation.
We are pleased to provide expert information for Global Brazing Solutions® through our blogs and instructional videos. Feel free to share this posting with associates, and save our blog site to your Favorites.
Questions? Contact us at 800.558.3856 for recommendations on the best brazing products for your needs.
Reference: Handy & Harman Brazing Technical Bulletin T-2
Disclaimer: Lucas-Milhaupt, Inc. believes the information contained herein to be reliable. However, Lucas-Milhaupt gives the technical information without charge, and the user shall use such information at its own discretion and risk.
