Carbide inserts can provide superior  wear resistance and prolonged life in cutting and wear processes. These mechanical properties make carbides useful for mining tools, cutting tools, wear parts and other applications. Let's look at the joining process used to attach carbides to their holders. For this discussion, we will focus on tungsten carbides containing a cobalt binder.
wear resistance and prolonged life in cutting and wear processes. These mechanical properties make carbides useful for mining tools, cutting tools, wear parts and other applications. Let's look at the joining process used to attach carbides to their holders. For this discussion, we will focus on tungsten carbides containing a cobalt binder.
Image 1: Brazed carbide cutting tools
Many factors play a role in successful carbide brazing:
- Coefficient of Thermal Expansion (CTE)
- Braze Joint Design
- Carbide Composition
- Filler Metal
- Flux/Atmosphere
- Fixturing
- Heating
Coefficient of Thermal Expansion (CTE)
Brazing is a reliable method of joining carbides to steel shanks and other base materials. However, you must consider the difference in CTE between the carbide and the base material. During heating and cooling, the base material will typically expand and contract at a higher rate than the carbide. As the brazed assembly cools, residual stress may build in the carbide. This is of particular concern when the carbide experiences tensile stress from the contracting carbide.
Carbides perform very well under compressive load but are prone to cracking under a tensile stress. Therefore, ideal joint design avoids using an internal post on the ID of a carbide ring. The better alternative is to place the carbide inside a machined pocket, so the carbide is under compressive load during cooling. It is also important to avoid quenching carbides immediately after brazing. Quenching can cause cracks in carbides due to the rapid contraction of base materials. To minimize the risk of cracking, slow the cooling rate of the brazed assembly by placing parts in sand, covering with an insulating blanking or other suitable means.
Braze Joint Design
Based on braze joint design, heating method, and end use of the brazed part, ideal joint clearance can vary.
- Typically, for brazing processes that use a flux, the ideal joint clearance with optimal joint strength is 0.002-0.005" (0.05-0.13mm).
- For furnace applications with no flux, the desired joint clearance is usually 0.000-0.002" (0.00-0.05mm).
However, some applications may implement larger joint clearances to give an extra cushion in the braze alloy. Joint designs should always consider the joint clearance at braze temperature, due to CTE differences between the carbides and base materials.
Carbide Composition A key consideration when brazing carbides is wettability of the filler metal on the carbide, as you need sufficient wetting to produce a strong joint. Silver-based (BAg) brazing filler metals typically exhibit good wetting on tungsten carbides. However, cobalt content leads to a concern for wettability of carbide. Carbides with a cobalt content of 6-25% are commonly brazed, but higher cobalt content in the carbide leads to better wetting of the filler metal.
A key consideration when brazing carbides is wettability of the filler metal on the carbide, as you need sufficient wetting to produce a strong joint. Silver-based (BAg) brazing filler metals typically exhibit good wetting on tungsten carbides. However, cobalt content leads to a concern for wettability of carbide. Carbides with a cobalt content of 6-25% are commonly brazed, but higher cobalt content in the carbide leads to better wetting of the filler metal.
Remember that increasing the cobalt content also makes the carbide softer. For this reason, lower cobalt content carbides are typically used. For these hard-to-wet carbides, a filler metal containing Nickel or Manganese will increase the wettability of the filler metal on the carbide. See Figure 1 for some commonly used Lucas Milhaupt® filler metals.
Image 2: A cutting segment brazed onto a steel blade
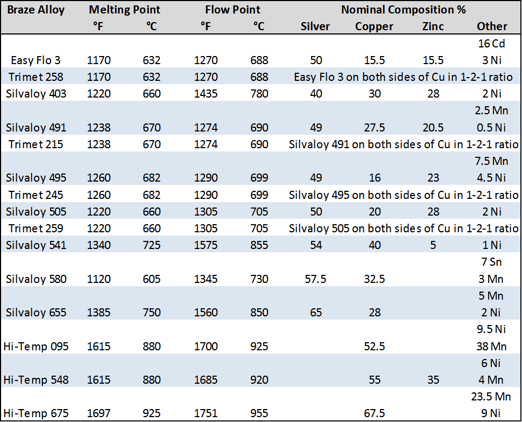 Figure 1: Commonly Used Lucas-Milhaupt Brazing Alloys for Carbides
Figure 1: Commonly Used Lucas-Milhaupt Brazing Alloys for Carbides
Filler Metal
Filler metal selection is vital to carbide brazing because it can affect braze joint strength and ability to hold up to environmental conditions. Let's look at the common Lucas-Milhaupt filler metals and considerations for use:
- Easy-Flo® - Lowest temperature, contains cadmium (a health concern)
- Silvaloy® - Low temperature, contains no cadmium
- 403,491,495,505 - General purpose torch or air furnace applications
--580 - Low-temperature alloy for parts subject to TiN and other coatings, where processes require the filler metal to be zinc-free
--541, 655 - Low zinc and zinc-free options, can be used in furnace applications - Trimet® - Consists of a copper interlayer sandwiched between braze alloy. The copper does not melt during brazing, acting as a cushion to absorb stress from large CTE differences during cooling and preventing cracks on large carbide parts.
- Hi-Temp® - High-temperature resistance can be useful in applications where brazing and heat treating of steel base materials are performed simultaneously.
Flux/Atmosphere
Flux should only be used in torch or induction applications. Here are the common Lucas-Milhaupt® flux products and considerations for use:
- Handy® Flux type B-1, Black Flux - Low temperature (1100-1700°F/ 593.33-926.67°C) brazing flux for use with carbides and stainless steel base materials.
- B-1 Dry Flux - Low-temperature (1100-1700°F/593.33-926.67°C) dry flux can be used as a standalone product or with paste flux, often added periodically in long heating cycles.
- Handy® Flux Hi-Temp Boron Modified - Hi-temperature (1600-2200°F/871.11-1204.44°C) flux for use with Hi-Temp filler metals.
Fixturing
Proper fixturing is also important for carbide brazing. A general brazing rule is to avoid any external fixturing if possible. If you need fixturing, make sure your fixture design minimizes contact between the fixture and the base materials. This will help ensure even heating in the assembly by preventing the fixture from becoming a large heat sink.
A general brazing rule is to avoid any external fixturing if possible. If you need fixturing, make sure your fixture design minimizes contact between the fixture and the base materials. This will help ensure even heating in the assembly by preventing the fixture from becoming a large heat sink.
Also, maintain proper joint clearance during the brazing process. Pressure applied to the braze joint can displace filler metal, so any weighting on the braze joint should be minimal. Weighting should be free to move with expansion and contraction of the base materials. Remember that bolting or clamping parts can cause distortion in the base materials at high temperatures.
Image 3: A carbide insert brazed into a routing bit
Heating
You can use a variety of heating methods to braze carbides, including torch, induction and furnace.
- Torch Brazing - Performed with a flux for carbide applications of varying size and shape. Heat the part evenly to allow proper alloy flow. Multiple torches and preheating furnaces can be used for large assemblies.
- Induction Brazing - A fast, reliable and repeatable method for induction. Benefits include localized heating with minimal chance of distortion in the base material. Use for brazing of carbide inserts to saw blades.
- Furnace Brazing - Commonly used for heat treating and brazing at the same time or for large parts that would otherwise be difficult to braze.
CONCLUSION:
The mechanical properties of carbides make them useful in applications such as mining tools, cutting tools and wear parts. Pay close attention to these factors for successful carbide brazing: CTE, joint design, carbide composition, filler metal, flux/atmosphere, fixturing and heating.
For further information on carbide brazing, please contact the Lucas-Milhaupt Technical Services Department. Our experts can provide recommendations for your specific application.
Questions? We are pleased to provide expert information for Global Brazing Solutions® through our blogs and instructional videos. Feel free to share this posting with associates, and save our blog site to your Favorites.
Contact us for further assistance or call the Lucas-Milhaupt Technical Services Department at 800.558.3856.
Disclaimer: Lucas-Milhaupt, Inc. believes the information contained herein to be reliable. However, Lucas-Milhaupt gives the technical information without charge, and the user shall use such information at its own discretion and risk.
