Aluminum brazing has become prevalent in the automotive and HVAC/R industries. Most manufacturers are using all-aluminum or mostly aluminum components, including evaporator and condenser coils, distributors, liquid and suction lines. When brazing aluminum, two families of fluxes are commercially available: corrosive and non-corrosive. To choose the proper one for your application, let's identify the advantages of each.
Corrosive Flux
Historically, corrosive flux has been the standard for joining aluminum materials. Corrosive flux is water-soluble, containing both chloride and fluoride salts. Residues can be washed off the parts with a solution of nitric acid and water, and the resulting braze joint has a clean appearance.
The automotive industry commonly uses this flux on automotive under-the-hood assemblies where visual appearance is critical. Corrosive flux is also used in electrical/heat sink applications because non-corrosive flux residue acts as an insulator and cannot be easily removed.
Because of its corrosive nature, this type of flux is only available as a paint-on or dispensable flux. Using dispensable flux with an automated dispenser allows careful control of the amount of flux applied to the joint. Many of our customers use a dispensable flux with an automated dispenser, such as Lucas-Milhaupt's Handy Flo® Dispensable Flux DF 731. Remember that careful control of flux quantity is vital to producing quality braze joints.
Non-Corrosive Flux
The key benefit of non-corrosive flux is the elimination of post-braze washing. Many automotive customers have transitioned to using non-corrosive flux because eliminating the post-braze wash process eliminates the potential for corrosion from the corrosive flux residue. Corrosion in joints and components can result in leaks and warranty issues over time, which can be costly.
Non-corrosive flux is availability in flux-cored, coated or paste forms both with and without alloy, which enable you to control the quantity of flux and alloy for your application. This flux is used in open-air brazing with torch, induction and furnace methods.
Non-corrosive fluxes are composed of fluoride salts and may contain cesium compounds, depending on the base material and filler material application. Because the non-corrosive fluxes leave a white residue, remember to train inspection personnel not to reject parts based on their different appearance.
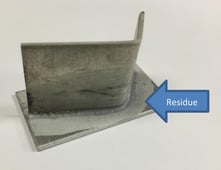
Component brazed using non-corrosive flux, with residue.
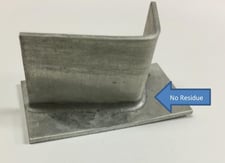
Component brazed using corrosive flux, with no residue after cleaning.
Lucas-Milhaupt offers three primary non-corrosive flux products, and all are available in dispensable flux, paste and flux-cored forms:
- Nocolok® flux is an industry standard flux that works well for all 1000 and 3000 series aluminum alloys. Often, this product is used for aluminum heat exchangers and tube-to-tube joints.
- KX Type flux contains a small amount of cesium and has similar melting characteristics to the 100% Nocolok flux. This is used most often with our AL 718 (88Al/12Si) alloy. KX flux may be used to join a 6000 series aluminum alloy; its cesium content helps to react with the magnesium in these base materials to wet the surfaces more effectively. This product is often used in a 3003 tube to a 6061 connecting block type joint often seen in automotive HVAC tubing.
- CX Type flux may also be used to join a 6000 series aluminum alloy. CX flux consists of a larger quantity of the cesium compound, which lowers the melting point considerably and is even more aggressive on the 6000 series aluminum alloys. This flux can be used with our AL 718 alloy as well but is most often used with our Zn/Al alloys (AL 802 and AL 822). These alloys require the fluxes to melt and activate at a lower temperature because of their melting characteristics. Being a cesium bearing flux, this is often used in 6000 series joints where less etching of the surface is desired and where slightly higher flux migration is acceptable, such as automotive HVAC tubing.
Nocolok is a registered trademark of Solvay Fluor.
CONCLUSION:
When brazing aluminum, two families of fluxes are commercially available: corrosive and non-corrosive. Corrosive flux is water-soluble, and after washing, the resulting braze joint provides the benefit of a clean appearance. The key benefit of non-corrosive flux is the elimination of post-braze washing; this flux is used in open-air brazing with torch, induction and furnace methods. Lucas-Milhaupt offers several different options for non-corrosive flux, depending on your aluminum alloys and your application.
See our blog site for more Fundamentals of Brazing.
Questions? Contact us for further assistance. For detailed questions regarding specific applications, please call Lucas Milhaupt's Technical Department at 800.558.3856.
We are pleased to providing expert information for Global Brazing Solutions®. Feel free to share this posting with associates, and save our blog site to your Favorites for easy reference!
